

ਵਾਇਰ ਬਾਂਡਿੰਗ
ਗਿਆਨ ਆਧਾਰਿਤ ਤੱਥ ਪੱਤਰ
ਵਾਇਰ ਬਾਂਡਿੰਗ ਕੀ ਹੈ?
ਵਾਇਰ ਬਾਂਡਿੰਗ ਉਹ ਤਰੀਕਾ ਹੈ ਜਿਸ ਦੁਆਰਾ ਛੋਟੇ ਵਿਆਸ ਵਾਲੇ ਨਰਮ ਧਾਤ ਦੇ ਤਾਰ ਦੀ ਲੰਬਾਈ ਨੂੰ ਇੱਕ ਅਨੁਕੂਲ ਧਾਤੂ ਸਤਹ ਨਾਲ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ ਬਿਨਾਂ ਸੋਲਡਰ, ਫਲਕਸ, ਅਤੇ ਕੁਝ ਮਾਮਲਿਆਂ ਵਿੱਚ 150 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਤੋਂ ਵੱਧ ਗਰਮੀ ਦੀ ਵਰਤੋਂ ਕੀਤੇ। ਨਰਮ ਧਾਤਾਂ ਵਿੱਚ ਸੋਨਾ (Au), ਤਾਂਬਾ (Cu), ਚਾਂਦੀ (Ag), ਐਲੂਮੀਨੀਅਮ (Al) ਅਤੇ ਪੈਲੇਡੀਅਮ-ਸਿਲਵਰ (PdAg) ਅਤੇ ਹੋਰ ਵਰਗੇ ਮਿਸ਼ਰਤ ਧਾਤ ਸ਼ਾਮਲ ਹਨ।
ਮਾਈਕ੍ਰੋ ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਅਸੈਂਬਲੀ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਵਾਇਰ ਬਾਂਡਿੰਗ ਤਕਨੀਕਾਂ ਅਤੇ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਸਮਝਣਾ।
ਵੇਜ ਬਾਂਡਿੰਗ ਤਕਨੀਕਾਂ / ਪ੍ਰਕਿਰਿਆਵਾਂ: ਰਿਬਨ, ਥਰਮੋਸੋਨਿਕ ਬਾਲ ਅਤੇ ਅਲਟਰਾਸੋਨਿਕ ਵੇਜ ਬਾਂਡ
ਵਾਇਰ ਬਾਂਡਿੰਗ ਇੱਕ ਇੰਟੀਗ੍ਰੇਟਿਡ ਸਰਕਟ (IC) ਜਾਂ ਸਮਾਨ ਸੈਮੀਕੰਡਕਟਰ ਡਿਵਾਈਸ ਅਤੇ ਇਸਦੇ ਪੈਕੇਜ ਜਾਂ ਲੀਡਫ੍ਰੇਮ ਦੇ ਵਿਚਕਾਰ ਨਿਰਮਾਣ ਦੌਰਾਨ ਇੰਟਰਕਨੈਕਟ ਬਣਾਉਣ ਦਾ ਤਰੀਕਾ ਹੈ। ਇਹ ਹੁਣ ਆਮ ਤੌਰ 'ਤੇ ਲਿਥੀਅਮ-ਆਇਨ ਬੈਟਰੀ ਪੈਕ ਅਸੈਂਬਲੀਆਂ ਵਿੱਚ ਇਲੈਕਟ੍ਰੀਕਲ ਕਨੈਕਸ਼ਨ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ ਵੀ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਵਾਇਰ ਬਾਂਡਿੰਗ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਉਪਲਬਧ ਮਾਈਕ੍ਰੋਇਲੈਕਟ੍ਰਾਨਿਕ ਇੰਟਰਕਨੈਕਟ ਤਕਨਾਲੋਜੀਆਂ ਵਿੱਚੋਂ ਸਭ ਤੋਂ ਵੱਧ ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਅਤੇ ਲਚਕਦਾਰ ਮੰਨਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਅੱਜ ਪੈਦਾ ਹੋਣ ਵਾਲੇ ਜ਼ਿਆਦਾਤਰ ਸੈਮੀਕੰਡਕਟਰ ਪੈਕੇਜਾਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਕਈ ਵਾਇਰ ਬਾਂਡਿੰਗ ਤਕਨੀਕਾਂ ਹਨ, ਜਿਨ੍ਹਾਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ: ਥਰਮੋ-ਕੰਪ੍ਰੇਸ਼ਨ ਵਾਇਰ ਬਾਂਡਿੰਗ:
ਥਰਮੋ-ਕੰਪ੍ਰੇਸ਼ਨ ਵਾਇਰ ਬਾਂਡਿੰਗ (ਇੱਕ ਵੈਲਡ ਪੈਦਾ ਕਰਨ ਲਈ, ਆਮ ਤੌਰ 'ਤੇ 300°C ਤੋਂ ਵੱਧ, ਉੱਚ ਇੰਟਰਫੇਸ ਤਾਪਮਾਨਾਂ ਵਾਲੇ ਕਲੈਂਪਿੰਗ ਫੋਰਸ ਦੇ ਅਧੀਨ ਸੰਭਾਵਿਤ ਸਤਹਾਂ (ਆਮ ਤੌਰ 'ਤੇ Au) ਨੂੰ ਇਕੱਠੇ ਜੋੜਨਾ), ਸ਼ੁਰੂ ਵਿੱਚ 1950 ਦੇ ਦਹਾਕੇ ਵਿੱਚ ਮਾਈਕ੍ਰੋਇਲੈਕਟ੍ਰੋਨਿਕਸ ਇੰਟਰਕਨੈਕਟਸ ਲਈ ਵਿਕਸਤ ਕੀਤਾ ਗਿਆ ਸੀ, ਹਾਲਾਂਕਿ ਇਸਨੂੰ ਜਲਦੀ ਹੀ 60 ਦੇ ਦਹਾਕੇ ਵਿੱਚ ਪ੍ਰਮੁੱਖ ਇੰਟਰਕਨੈਕਟ ਤਕਨਾਲੋਜੀ ਦੇ ਰੂਪ ਵਿੱਚ ਅਲਟਰਾਸੋਨਿਕ ਅਤੇ ਥਰਮੋਸੋਨਿਕ ਬਾਂਡਿੰਗ ਦੁਆਰਾ ਬਦਲ ਦਿੱਤਾ ਗਿਆ ਸੀ। ਥਰਮੋ-ਕੰਪ੍ਰੇਸ਼ਨ ਬਾਂਡਿੰਗ ਅੱਜ ਵੀ ਵਿਸ਼ੇਸ਼ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਵਰਤੋਂ ਵਿੱਚ ਹੈ, ਪਰ ਇੱਕ ਸਫਲ ਬਾਂਡ ਬਣਾਉਣ ਲਈ ਲੋੜੀਂਦੇ ਉੱਚ (ਅਕਸਰ ਨੁਕਸਾਨਦੇਹ) ਇੰਟਰਫੇਸ ਤਾਪਮਾਨਾਂ ਦੇ ਕਾਰਨ ਨਿਰਮਾਤਾਵਾਂ ਦੁਆਰਾ ਆਮ ਤੌਰ 'ਤੇ ਇਸ ਤੋਂ ਬਚਿਆ ਜਾਂਦਾ ਹੈ। ਅਲਟਰਾਸੋਨਿਕ ਵੇਜ ਵਾਇਰ ਬਾਂਡਿੰਗ:
1960 ਦੇ ਦਹਾਕੇ ਵਿੱਚ, ਅਲਟਰਾਸੋਨਿਕ ਵੇਜ ਵਾਇਰ ਬਾਂਡਿੰਗ ਪ੍ਰਮੁੱਖ ਇੰਟਰਕਨੈਕਟ ਵਿਧੀ ਬਣ ਗਈ। ਇੱਕ ਉੱਚ ਫ੍ਰੀਕੁਐਂਸੀ ਵਾਈਬ੍ਰੇਸ਼ਨ (ਇੱਕ ਗੂੰਜਦੇ ਟ੍ਰਾਂਸਡਿਊਸਰ ਰਾਹੀਂ) ਨੂੰ ਇੱਕੋ ਸਮੇਂ ਕਲੈਂਪਿੰਗ ਫੋਰਸ ਨਾਲ ਬਾਂਡਿੰਗ ਟੂਲ 'ਤੇ ਲਾਗੂ ਕਰਨ ਨਾਲ, ਅਲਮੀਨੀਅਮ ਅਤੇ ਸੋਨੇ ਦੀਆਂ ਤਾਰਾਂ ਨੂੰ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਵੈਲਡ ਕੀਤਾ ਜਾ ਸਕਦਾ ਸੀ। ਇਹ ਅਲਟਰਾਸੋਨਿਕ ਵਾਈਬ੍ਰੇਸ਼ਨ ਬਾਂਡਿੰਗ ਚੱਕਰ ਦੀ ਸ਼ੁਰੂਆਤ ਵਿੱਚ ਬਾਂਡਿੰਗ ਸਤਹਾਂ ਤੋਂ ਗੰਦਗੀ (ਆਕਸਾਈਡ, ਅਸ਼ੁੱਧੀਆਂ, ਆਦਿ) ਨੂੰ ਹਟਾਉਣ ਵਿੱਚ ਸਹਾਇਤਾ ਕਰਦਾ ਹੈ, ਅਤੇ ਬਾਂਡਿੰਗ ਨੂੰ ਹੋਰ ਵਿਕਸਤ ਅਤੇ ਮਜ਼ਬੂਤ ਕਰਨ ਲਈ ਇੰਟਰਮੈਟਲਿਕ ਵਿਕਾਸ ਨੂੰ ਉਤਸ਼ਾਹਿਤ ਕਰਨ ਵਿੱਚ ਸਹਾਇਤਾ ਕਰਦਾ ਹੈ। ਬੰਧਨ ਲਈ ਆਮ ਫ੍ਰੀਕੁਐਂਸੀ 60 - 120 KHz ਹਨ। ਅਲਟਰਾਸੋਨਿਕ ਵੇਜ ਤਕਨੀਕ ਵਿੱਚ ਦੋ ਮੁੱਖ ਪ੍ਰਕਿਰਿਆ ਤਕਨਾਲੋਜੀਆਂ ਹਨ: 100µm ਵਿਆਸ ਵਾਲੀਆਂ ਤਾਰਾਂ ਲਈ ਵੱਡੀਆਂ (ਭਾਰੀ) ਵਾਇਰ ਬਾਂਡਿੰਗ <75µm ਵਿਆਸ ਵਾਲੀਆਂ ਤਾਰਾਂ ਲਈ ਬਰੀਕ (ਛੋਟੀਆਂ) ਵਾਇਰ ਬਾਂਡਿੰਗ ਆਮ ਅਲਟਰਾਸੋਨਿਕ ਬਾਂਡਿੰਗ ਚੱਕਰਾਂ ਦੀਆਂ ਉਦਾਹਰਣਾਂ ਇੱਥੇ ਬਰੀਕ ਤਾਰ ਲਈ ਅਤੇ ਇੱਥੇ ਵੱਡੇ ਤਾਰ ਲਈ ਮਿਲ ਸਕਦੀਆਂ ਹਨ। ਅਲਟਰਾਸੋਨਿਕ ਵੇਜ ਵਾਇਰ ਬਾਂਡਿੰਗ ਇੱਕ ਖਾਸ ਬੰਧਨ ਟੂਲ ਜਾਂ "ਵੇਜ" ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਤੇ ਤਾਰ ਵਿਆਸ ਦੇ ਅਧਾਰ ਤੇ ਟੰਗਸਟਨ ਕਾਰਬਾਈਡ (ਐਲੂਮੀਨੀਅਮ ਤਾਰ ਲਈ) ਜਾਂ ਟਾਈਟੇਨੀਅਮ ਕਾਰਬਾਈਡ (ਸੋਨੇ ਦੀ ਤਾਰ ਲਈ) ਤੋਂ ਬਣਾਈ ਜਾਂਦੀ ਹੈ; ਵੱਖ-ਵੱਖ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਸਿਰੇਮਿਕ ਟਿਪਡ ਵੇਜ ਵੀ ਉਪਲਬਧ ਹਨ। ਥਰਮੋਸੋਨਿਕ ਵਾਇਰ ਬਾਂਡਿੰਗ:
ਜਿੱਥੇ ਪੂਰਕ ਹੀਟਿੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ (ਆਮ ਤੌਰ 'ਤੇ ਸੋਨੇ ਦੇ ਤਾਰ ਲਈ, 100 - 250°C ਦੀ ਰੇਂਜ ਵਿੱਚ ਬੰਧਨ ਇੰਟਰਫੇਸ ਦੇ ਨਾਲ), ਇਸ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਥਰਮੋਸੋਨਿਕ ਵਾਇਰ ਬੰਧਨ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਇਸ ਦੇ ਰਵਾਇਤੀ ਥਰਮੋ-ਕੰਪ੍ਰੈਸ਼ਨ ਸਿਸਟਮ ਨਾਲੋਂ ਬਹੁਤ ਫਾਇਦੇ ਹਨ, ਕਿਉਂਕਿ ਇੰਟਰਫੇਸ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੁੰਦਾ ਹੈ (ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ AU ਬੰਧਨ ਦਾ ਜ਼ਿਕਰ ਕੀਤਾ ਗਿਆ ਹੈ ਪਰ ਅਭਿਆਸ ਵਿੱਚ ਇਹ ਵਾਧੂ ਗਰਮੀ ਤੋਂ ਬਿਨਾਂ ਭਰੋਸੇਯੋਗ ਨਹੀਂ ਹੈ)। ਥਰਮੋਸੋਨਿਕ ਬਾਲ ਬੰਧਨ:
ਥਰਮੋਸੋਨਿਕ ਵਾਇਰ ਬਾਂਡਿੰਗ ਦਾ ਇੱਕ ਹੋਰ ਰੂਪ ਬਾਲ ਬਾਂਡਿੰਗ ਹੈ (ਇੱਥੇ ਬਾਲ ਬਾਂਡ ਚੱਕਰ ਵੇਖੋ)। ਇਹ ਵਿਧੀ ਰਵਾਇਤੀ ਵੇਜ ਡਿਜ਼ਾਈਨਾਂ ਉੱਤੇ ਇੱਕ ਸਿਰੇਮਿਕ ਕੇਸ਼ਿਕਾ ਬੰਧਨ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ ਤਾਂ ਜੋ ਥਰਮੋ-ਕੰਪ੍ਰੇਸ਼ਨ ਅਤੇ ਅਲਟਰਾਸੋਨਿਕ ਬੰਧਨ ਦੋਵਾਂ ਵਿੱਚ ਸਭ ਤੋਂ ਵਧੀਆ ਗੁਣਾਂ ਨੂੰ ਬਿਨਾਂ ਕਿਸੇ ਕਮੀ ਦੇ ਜੋੜਿਆ ਜਾ ਸਕੇ। ਥਰਮੋਸੋਨਿਕ ਵਾਈਬ੍ਰੇਸ਼ਨ ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦੀ ਹੈ ਕਿ ਇੰਟਰਫੇਸ ਤਾਪਮਾਨ ਘੱਟ ਰਹੇ, ਜਦੋਂ ਕਿ ਪਹਿਲਾ ਇੰਟਰਕਨੈਕਟ, ਥਰਮਲਲੀ-ਕੰਪ੍ਰੈਸਡ ਬਾਲ ਬਾਂਡ ਤਾਰ ਅਤੇ ਸੈਕੰਡਰੀ ਬਾਂਡ ਨੂੰ ਕਿਸੇ ਵੀ ਦਿਸ਼ਾ ਵਿੱਚ ਰੱਖਣ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਪਹਿਲੇ ਬਾਂਡ ਦੇ ਨਾਲ ਇਨ-ਲਾਈਨ ਨਹੀਂ, ਜੋ ਕਿ ਅਲਟਰਾਸੋਨਿਕ ਵਾਇਰ ਬੰਧਨ ਵਿੱਚ ਇੱਕ ਰੁਕਾਵਟ ਹੈ। ਆਟੋਮੈਟਿਕ, ਉੱਚ ਵਾਲੀਅਮ ਨਿਰਮਾਣ ਲਈ, ਬਾਲ ਬਾਂਡਰ ਅਲਟਰਾਸੋਨਿਕ / ਥਰਮੋਸੋਨਿਕ (ਵੇਜ) ਬਾਂਡਰਾਂ ਨਾਲੋਂ ਕਾਫ਼ੀ ਤੇਜ਼ ਹੁੰਦੇ ਹਨ, ਜਿਸ ਨਾਲ ਥਰਮੋਸੋਨਿਕ ਬਾਲ ਬਾਂਡਿੰਗ ਪਿਛਲੇ 50+ ਸਾਲਾਂ ਤੋਂ ਮਾਈਕ੍ਰੋਇਲੈਕਟ੍ਰੋਨਿਕਸ ਵਿੱਚ ਪ੍ਰਮੁੱਖ ਇੰਟਰਕਨੈਕਟ ਤਕਨਾਲੋਜੀ ਬਣ ਜਾਂਦੀ ਹੈ। ਰਿਬਨ ਬੰਧਨ:
ਫਲੈਟ ਮੈਟਲਿਕ ਟੇਪਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਰਿਬਨ ਬੰਧਨ, ਦਹਾਕਿਆਂ ਤੋਂ RF ਅਤੇ ਮਾਈਕ੍ਰੋਵੇਵ ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਵਿੱਚ ਪ੍ਰਮੁੱਖ ਰਿਹਾ ਹੈ (ਰਿਬਨ ਰਵਾਇਤੀ ਗੋਲ ਤਾਰ ਦੇ ਮੁਕਾਬਲੇ ਸਿਗਨਲ ਨੁਕਸਾਨ [ਚਮੜੀ ਦੇ ਪ੍ਰਭਾਵ] ਵਿੱਚ ਮਹੱਤਵਪੂਰਨ ਸੁਧਾਰ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ)। ਛੋਟੇ ਸੋਨੇ ਦੇ ਰਿਬਨ, ਆਮ ਤੌਰ 'ਤੇ 75µm ਚੌੜੇ ਅਤੇ 25µm ਮੋਟੇ, ਇੱਕ ਵੱਡੇ ਫਲੈਟ-ਫੇਸਡ ਵੇਜ ਬੰਧਨ ਟੂਲ ਨਾਲ ਥਰਮੋਸੋਨਿਕ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਬੰਨ੍ਹੇ ਜਾਂਦੇ ਹਨ। 2,000µm ਚੌੜੇ ਅਤੇ 250µm ਮੋਟੇ ਤੱਕ ਦੇ ਐਲੂਮੀਨੀਅਮ ਰਿਬਨ ਨੂੰ ਅਲਟਰਾਸੋਨਿਕ ਵੇਜ ਪ੍ਰਕਿਰਿਆ ਨਾਲ ਵੀ ਬੰਨ੍ਹਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਕਿਉਂਕਿ ਹੇਠਲੇ ਲੂਪ, ਉੱਚ ਘਣਤਾ ਵਾਲੇ ਇੰਟਰਕਨੈਕਟਸ ਦੀ ਜ਼ਰੂਰਤ ਵਧ ਗਈ ਹੈ।
ਸੋਨੇ ਦੀ ਬੰਧਨ ਤਾਰ ਕੀ ਹੈ?
ਸੋਨੇ ਦੀ ਤਾਰ ਬੰਧਨ ਉਹ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜਿਸ ਦੁਆਰਾ ਸੋਨੇ ਦੀ ਤਾਰ ਨੂੰ ਇੱਕ ਅਸੈਂਬਲੀ ਵਿੱਚ ਦੋ ਬਿੰਦੂਆਂ ਨਾਲ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਇੰਟਰਕਨੈਕਸ਼ਨ ਜਾਂ ਇੱਕ ਇਲੈਕਟ੍ਰਿਕਲੀ ਕੰਡਕਟਿਵ ਮਾਰਗ ਬਣਾਇਆ ਜਾ ਸਕੇ। ਸੋਨੇ ਦੀ ਤਾਰ ਲਈ ਅਟੈਚਮੈਂਟ ਪੁਆਇੰਟ ਬਣਾਉਣ ਲਈ ਗਰਮੀ, ਅਲਟਰਾਸੋਨਿਕਸ ਅਤੇ ਬਲ ਸਾਰੇ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਅਟੈਚਮੈਂਟ ਪੁਆਇੰਟ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਾਇਰ ਬਾਂਡ ਟੂਲ, ਕੇਸ਼ੀਲ ਦੇ ਸਿਰੇ 'ਤੇ ਇੱਕ ਸੋਨੇ ਦੀ ਗੇਂਦ ਦੇ ਗਠਨ ਨਾਲ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ। ਇਸ ਗੇਂਦ ਨੂੰ ਗਰਮ ਅਸੈਂਬਲੀ ਸਤਹ 'ਤੇ ਦਬਾਇਆ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਕਿ ਟੂਲ ਨਾਲ ਇੱਕ ਐਪਲੀਕੇਸ਼ਨ-ਵਿਸ਼ੇਸ਼ ਮਾਤਰਾ ਬਲ ਅਤੇ 60kHz - 152kHz ਅਲਟਰਾਸੋਨਿਕ ਗਤੀ ਦੀ ਬਾਰੰਬਾਰਤਾ ਦੋਵਾਂ ਨੂੰ ਲਾਗੂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਵਾਰ ਜਦੋਂ ਪਹਿਲਾ ਬਾਂਡ ਬਣ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਤਾਰ ਨੂੰ ਅਸੈਂਬਲੀ ਦੀ ਜਿਓਮੈਟਰੀ ਲਈ ਢੁਕਵੀਂ ਲੂਪ ਸ਼ਕਲ ਬਣਾਉਣ ਲਈ ਇੱਕ ਸਖ਼ਤ ਨਿਯੰਤਰਿਤ ਢੰਗ ਨਾਲ ਹੇਰਾਫੇਰੀ ਕੀਤੀ ਜਾਵੇਗੀ। ਦੂਜਾ ਬਾਂਡ, ਜਿਸਨੂੰ ਅਕਸਰ ਸਿਲਾਈ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਫਿਰ ਦੂਜੀ ਸਤਹ 'ਤੇ ਤਾਰ ਨਾਲ ਦਬਾ ਕੇ ਅਤੇ ਬਾਂਡ 'ਤੇ ਤਾਰ ਨੂੰ ਪਾੜਨ ਲਈ ਇੱਕ ਕਲੈਂਪ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ।
ਸੋਨੇ ਦੀਆਂ ਤਾਰਾਂ ਦਾ ਬੰਧਨ ਪੈਕੇਜਾਂ ਦੇ ਅੰਦਰ ਇੱਕ ਇੰਟਰਕਨੈਕਸ਼ਨ ਵਿਧੀ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦਾ ਹੈ ਜੋ ਬਹੁਤ ਜ਼ਿਆਦਾ ਬਿਜਲੀ ਨਾਲ ਚੱਲਣ ਵਾਲਾ ਹੁੰਦਾ ਹੈ, ਲਗਭਗ ਕੁਝ ਸੋਲਡਰ ਨਾਲੋਂ ਵੱਡਾ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਸੋਨੇ ਦੀਆਂ ਤਾਰਾਂ ਵਿੱਚ ਹੋਰ ਤਾਰ ਸਮੱਗਰੀਆਂ ਦੇ ਮੁਕਾਬਲੇ ਉੱਚ ਆਕਸੀਕਰਨ ਸਹਿਣਸ਼ੀਲਤਾ ਹੁੰਦੀ ਹੈ ਅਤੇ ਜ਼ਿਆਦਾਤਰ ਨਾਲੋਂ ਨਰਮ ਹੁੰਦੀਆਂ ਹਨ, ਜੋ ਕਿ ਸੰਵੇਦਨਸ਼ੀਲ ਸਤਹਾਂ ਲਈ ਜ਼ਰੂਰੀ ਹੈ।
ਇਹ ਪ੍ਰਕਿਰਿਆ ਅਸੈਂਬਲੀ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਆਧਾਰ 'ਤੇ ਵੀ ਵੱਖ-ਵੱਖ ਹੋ ਸਕਦੀ ਹੈ। ਸੰਵੇਦਨਸ਼ੀਲ ਸਮੱਗਰੀਆਂ ਦੇ ਨਾਲ, ਇੱਕ ਸੋਨੇ ਦੀ ਗੇਂਦ ਨੂੰ ਦੂਜੇ ਬੰਧਨ ਖੇਤਰ 'ਤੇ ਰੱਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਮਜ਼ਬੂਤ ਬੰਧਨ ਅਤੇ ਇੱਕ "ਨਰਮ" ਬੰਧਨ ਦੋਵੇਂ ਬਣਾਇਆ ਜਾ ਸਕੇ ਤਾਂ ਜੋ ਕੰਪੋਨੈਂਟ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਨੁਕਸਾਨ ਨਾ ਪਹੁੰਚੇ। ਤੰਗ ਥਾਂਵਾਂ ਦੇ ਨਾਲ, ਇੱਕ ਸਿੰਗਲ ਗੇਂਦ ਨੂੰ ਦੋ ਬਾਂਡਾਂ ਲਈ ਇੱਕ ਸ਼ੁਰੂਆਤੀ ਬਿੰਦੂ ਵਜੋਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਇੱਕ "V" ਆਕਾਰ ਦਾ ਬੰਧਨ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। ਜਦੋਂ ਇੱਕ ਵਾਇਰ ਬਾਂਡ ਨੂੰ ਵਧੇਰੇ ਮਜ਼ਬੂਤ ਹੋਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਇੱਕ ਸੁਰੱਖਿਆ ਬੰਧਨ ਬਣਾਉਣ ਲਈ ਇੱਕ ਗੇਂਦ ਨੂੰ ਇੱਕ ਟਾਂਕੇ ਦੇ ਉੱਪਰ ਰੱਖਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਤਾਰ ਦੀ ਸਥਿਰਤਾ ਅਤੇ ਤਾਕਤ ਵਧਦੀ ਹੈ। ਵਾਇਰ ਬਾਂਡਿੰਗ ਲਈ ਬਹੁਤ ਸਾਰੇ ਵੱਖ-ਵੱਖ ਉਪਯੋਗ ਅਤੇ ਭਿੰਨਤਾਵਾਂ ਲਗਭਗ ਅਸੀਮ ਹਨ ਅਤੇ ਪਾਲੋਮਰ ਦੇ ਵਾਇਰ ਬਾਂਡ ਸਿਸਟਮਾਂ 'ਤੇ ਆਟੋਮੇਟਿਡ ਸੌਫਟਵੇਅਰ ਦੀ ਵਰਤੋਂ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੀਆਂ ਜਾ ਸਕਦੀਆਂ ਹਨ।
ਵਾਇਰ ਬੰਧਨ ਵਿਕਾਸ:
1950 ਦੇ ਦਹਾਕੇ ਵਿੱਚ ਜਰਮਨੀ ਵਿੱਚ ਇੱਕ ਅਚਾਨਕ ਪ੍ਰਯੋਗਾਤਮਕ ਨਿਰੀਖਣ ਦੁਆਰਾ ਵਾਇਰ ਬੰਧਨ ਦੀ ਖੋਜ ਕੀਤੀ ਗਈ ਸੀ ਅਤੇ ਬਾਅਦ ਵਿੱਚ ਇਸਨੂੰ ਇੱਕ ਬਹੁਤ ਹੀ ਨਿਯੰਤਰਿਤ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਵਿਕਸਤ ਕੀਤਾ ਗਿਆ ਹੈ। ਅੱਜ ਇਸਦੀ ਵਰਤੋਂ ਸੈਮੀਕੰਡਕਟਰ ਚਿਪਸ ਨੂੰ ਪੈਕੇਜ ਲੀਡਾਂ, ਡਿਸਕ ਡਰਾਈਵ ਹੈੱਡਾਂ ਨੂੰ ਪ੍ਰੀ-ਐਂਪਲੀਫਾਇਰਾਂ, ਅਤੇ ਹੋਰ ਬਹੁਤ ਸਾਰੀਆਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਨਾਲ ਇਲੈਕਟ੍ਰਿਕ ਤੌਰ 'ਤੇ ਆਪਸ ਵਿੱਚ ਜੋੜਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜੋ ਰੋਜ਼ਾਨਾ ਦੀਆਂ ਚੀਜ਼ਾਂ ਨੂੰ ਛੋਟਾ, "ਸਮਾਰਟ" ਅਤੇ ਵਧੇਰੇ ਕੁਸ਼ਲ ਬਣਾਉਣ ਦੀ ਆਗਿਆ ਦਿੰਦੇ ਹਨ।
ਬੰਧਨ ਤਾਰਾਂ ਦੇ ਐਪਲੀਕੇਸ਼ਨ
ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਵਿੱਚ ਵਧਦੇ ਛੋਟੇਕਰਨ ਦੇ ਨਤੀਜੇ ਵਜੋਂ
ਬੰਧਨ ਤਾਰਾਂ ਦੇ ਮਹੱਤਵਪੂਰਨ ਹਿੱਸੇ ਬਣਨ ਵਿੱਚ
ਇਲੈਕਟ੍ਰਾਨਿਕ ਅਸੈਂਬਲੀਆਂ।
ਇਸ ਮੰਤਵ ਲਈ, ਬਰੀਕ ਅਤੇ ਅਤਿ-ਬਰੀਕ ਬੰਧਨ ਤਾਰਾਂ
ਸੋਨਾ, ਐਲੂਮੀਨੀਅਮ, ਤਾਂਬਾ ਅਤੇ ਪੈਲੇਡੀਅਮ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਸਭ ਤੋਂ ਵੱਧ
ਉਹਨਾਂ ਦੀ ਗੁਣਵੱਤਾ 'ਤੇ ਮੰਗਾਂ ਕੀਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ, ਖਾਸ ਕਰਕੇ ਇਸ ਸੰਬੰਧ ਵਿੱਚ
ਤਾਰ ਦੇ ਗੁਣਾਂ ਦੀ ਇਕਸਾਰਤਾ ਲਈ।
ਉਹਨਾਂ ਦੀ ਰਸਾਇਣਕ ਬਣਤਰ ਅਤੇ ਖਾਸ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਬੰਧਨ ਤਾਰਾਂ ਬੰਧਨ ਦੇ ਅਨੁਕੂਲ ਹੁੰਦੀਆਂ ਹਨ
ਤਕਨੀਕ ਚੁਣੀ ਗਈ ਹੈ ਅਤੇ ਆਟੋਮੈਟਿਕ ਬਾਂਡਿੰਗ ਮਸ਼ੀਨਾਂ ਨੂੰ
ਨਾਲ ਹੀ ਅਸੈਂਬਲੀ ਤਕਨਾਲੋਜੀਆਂ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਚੁਣੌਤੀਆਂ ਦਾ ਵੀ ਸਾਹਮਣਾ ਕਰਨਾ ਪਵੇਗਾ।
ਹੇਰੇਅਸ ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਇੱਕ ਵਿਸ਼ਾਲ ਉਤਪਾਦ ਸ਼੍ਰੇਣੀ ਪੇਸ਼ ਕਰਦਾ ਹੈ
ਦੇ ਵੱਖ-ਵੱਖ ਉਪਯੋਗਾਂ ਲਈ
ਆਟੋਮੋਟਿਵ ਉਦਯੋਗ
ਦੂਰਸੰਚਾਰ
ਸੈਮੀਕੰਡਕਟਰ ਨਿਰਮਾਤਾ
ਖਪਤਕਾਰ ਵਸਤੂਆਂ ਦਾ ਉਦਯੋਗ
ਹੇਰੀਅਸ ਬਾਂਡਿੰਗ ਵਾਇਰ ਉਤਪਾਦ ਸਮੂਹ ਹਨ:
ਪਲਾਸਟਿਕ ਭਰੇ ਵਿੱਚ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਤਾਰਾਂ ਨੂੰ ਬੰਨ੍ਹਣਾ
ਇਲੈਕਟ੍ਰਾਨਿਕ ਹਿੱਸੇ
ਲਈ ਐਲੂਮੀਨੀਅਮ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਬੰਧਨ ਤਾਰਾਂ
ਐਪਲੀਕੇਸ਼ਨਾਂ ਜਿਨ੍ਹਾਂ ਨੂੰ ਘੱਟ ਪ੍ਰੋਸੈਸਿੰਗ ਤਾਪਮਾਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ
ਤਾਂਬੇ ਦੇ ਬੰਧਨ ਵਾਲੀਆਂ ਤਾਰਾਂ ਨੂੰ ਤਕਨੀਕੀ ਤੌਰ 'ਤੇ ਅਤੇ
ਸੋਨੇ ਦੀਆਂ ਤਾਰਾਂ ਦਾ ਕਿਫ਼ਾਇਤੀ ਵਿਕਲਪ
ਕੀਮਤੀ ਅਤੇ ਗੈਰ-ਕੀਮਤੀ ਧਾਤ ਦੇ ਬੰਧਨ ਰਿਬਨ
ਵੱਡੇ ਸੰਪਰਕ ਖੇਤਰਾਂ ਵਾਲੇ ਬਿਜਲੀ ਦੇ ਸੰਪਰਕ।
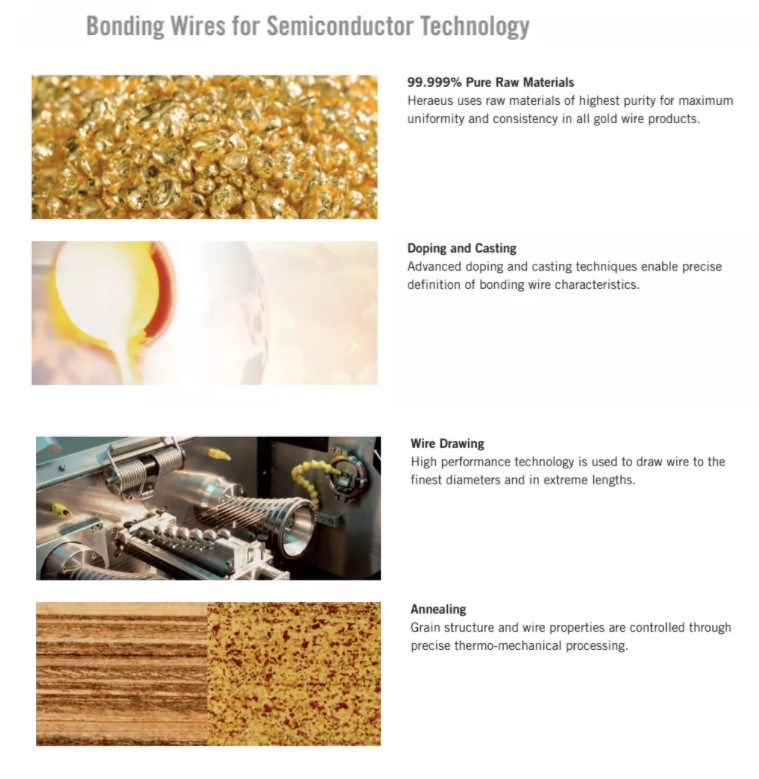

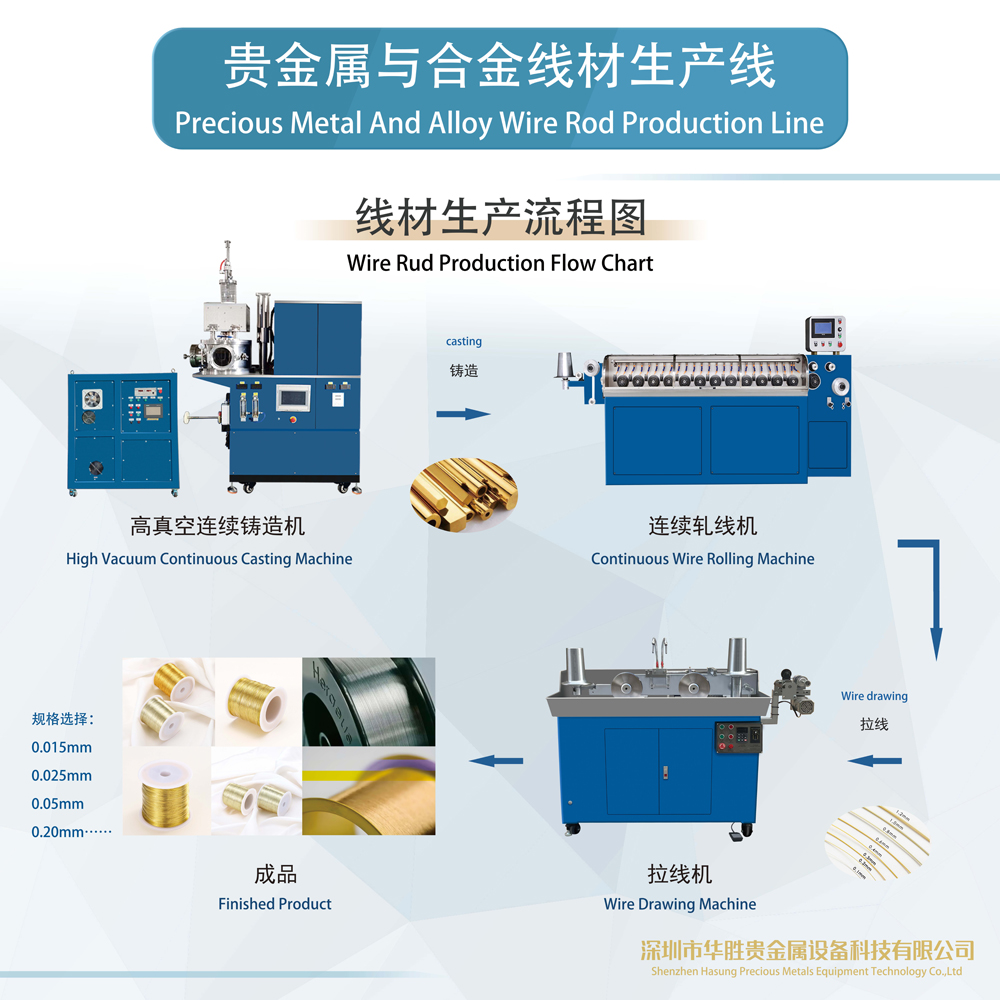
ਬਾਂਡਿੰਗ ਵਾਇਰ ਉਤਪਾਦਨ ਲਾਈਨ
ਪੋਸਟ ਸਮਾਂ: ਜੁਲਾਈ-22-2022









