

ਵੀਡੀਓ ਸ਼ੋਅ
ਹਾਸੁੰਗ ਇੱਕ ਪੇਸ਼ੇਵਰ ਕੀਮਤੀ ਧਾਤ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਵਾਲੇ ਹੱਲ ਪ੍ਰਦਾਤਾ ਦੇ ਰੂਪ ਵਿੱਚ, ਦੁਨੀਆ ਭਰ ਵਿੱਚ ਕਈ ਸਿੱਕੇ ਬਣਾਉਣ ਵਾਲੀਆਂ ਲਾਈਨਾਂ ਬਣਾਈਆਂ ਹਨ। ਸਿੱਕੇ ਦਾ ਭਾਰ 0.6 ਗ੍ਰਾਮ ਤੋਂ 1 ਕਿਲੋਗ੍ਰਾਮ ਸੋਨੇ ਤੱਕ ਹੁੰਦਾ ਹੈ ਜਿਸ ਵਿੱਚ ਗੋਲ, ਵਰਗ ਅਤੇ ਅੱਠਭੁਜ ਆਕਾਰ ਹੁੰਦੇ ਹਨ। ਚਾਂਦੀ ਅਤੇ ਤਾਂਬਾ ਵਰਗੀਆਂ ਹੋਰ ਧਾਤਾਂ ਵੀ ਉਪਲਬਧ ਹਨ।
ਤੁਸੀਂ ਹਾਸੰਗ ਨਾਲ ਬੈਂਕਿੰਗ ਕਰ ਸਕਦੇ ਹੋ ਤਾਂ ਜੋ ਤੁਹਾਨੂੰ ਇੱਕ-ਸਟਾਪ ਹੱਲ ਪੇਸ਼ ਕੀਤਾ ਜਾ ਸਕੇਸਿੱਕਾ ਟਕਸਾਲ ਲਾਈਨ. ਨਿਰਮਾਣ ਪੈਕੇਜ ਵਿੱਚ ਸਾਈਟ 'ਤੇ ਮਾਰਗਦਰਸ਼ਨ, ਸਿੱਕਾ ਬਣਾਉਣ ਵਾਲੇ ਉਪਕਰਣ, ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪੂਰਾ ਕਰਨ ਵਿੱਚ ਤੁਹਾਡੀ ਮਦਦ ਕਰਨ ਲਈ ਇੰਜੀਨੀਅਰ ਸ਼ਾਮਲ ਹਨ। ਸਾਡੇ ਇੰਜੀਨੀਅਰ ਸੋਨੇ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਖੋਜ ਵਿੱਚ ਸ਼ਾਮਲ ਰਹੇ ਹਨ ਅਤੇ ਪ੍ਰਮੁੱਖ ਮਸ਼ਹੂਰ ਟਕਸਾਲ ਲਈ ਤਕਨੀਕੀ ਸਲਾਹਕਾਰਾਂ ਵਜੋਂ ਸੇਵਾ ਨਿਭਾਈ ਹੈ।
ਹਾਸੁੰਗ ਕੀਮਤੀ ਧਾਤਾਂ 'ਤੇ ਕਦਮ-ਦਰ-ਕਦਮ ਨਿਰਦੇਸ਼ ਪੇਸ਼ ਕਰਦੇ ਹੋਏ ਸਿੱਕੇ ਬਣਾਉਣ ਦੀਆਂ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਹੱਲ ਕਰਨ 'ਤੇ ਧਿਆਨ ਕੇਂਦ੍ਰਤ ਕਰਦਾ ਹੈ। 20+ ਸਾਲਾਂ ਤੋਂ ਅਸੀਂ ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਵਿੱਚ ਸਭ ਤੋਂ ਅੱਗੇ ਰਹੇ ਹਾਂ, ਸਾਡੇ ਕੋਲ ਇੱਕ ਪੇਸ਼ੇਵਰ ਅਤੇ ਸੁਚੱਜੀ ਇੰਜੀਨੀਅਰਿੰਗ ਸੇਵਾ, ਸਾਈਟ 'ਤੇ ਸਿਖਲਾਈ ਅਤੇ ਤਕਨੀਕੀ ਸਹਾਇਤਾ ਹੈ।

ਕਿਰਪਾ ਕਰਕੇ ਕਲਿੱਕ ਕਰੋਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਰੋਲਿੰਗ ਮਸ਼ੀਨਾਂਵੇਰਵੇ ਦੇਖਣ ਲਈ।

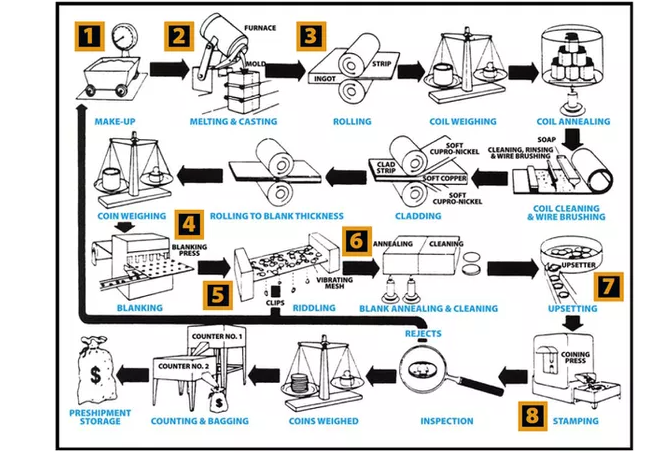
ਸਿੱਕੇ ਕਿਵੇਂ ਬਣਾਏ ਜਾਂਦੇ ਹਨ?
ਸਿੱਕੇ ਬਣਾਉਣ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਤਰੀਕੇ ਸਾਲਾਂ ਦੌਰਾਨ ਵਿਕਸਤ ਹੋਏ ਹਨ। ਸਿੱਕੇ ਪਹਿਲੀ ਵਾਰ ਦੋ ਹਜ਼ਾਰ ਸਾਲ ਪਹਿਲਾਂ ਲਿਡੀਆ ਦੇ ਪ੍ਰਾਚੀਨ ਰਾਜ ਵਿੱਚ ਬਣਾਏ ਗਏ ਸਨ। ਪ੍ਰਾਚੀਨ ਸਿੱਕਿਆਂ ਦੀ ਟਕਸਾਲੀ ਪ੍ਰਕਿਰਿਆ ਕਾਫ਼ੀ ਸਰਲ ਸੀ। ਪਹਿਲਾਂ, ਸੋਨੇ, ਚਾਂਦੀ ਜਾਂ ਤਾਂਬੇ ਦਾ ਇੱਕ ਛੋਟਾ ਜਿਹਾ ਟੁਕੜਾ ਇੱਕ ਸਿੱਕੇ ਦੇ ਡਾਈ ਉੱਤੇ ਰੱਖਿਆ ਜਾਂਦਾ ਸੀ ਜੋ ਇੱਕ ਚੱਟਾਨ ਵਰਗੀ ਠੋਸ ਸਤ੍ਹਾ ਵਿੱਚ ਜੜਿਆ ਹੁੰਦਾ ਸੀ। ਫਿਰ ਮਜ਼ਦੂਰ ਇੱਕ ਦੂਜਾ ਸਿੱਕਾ ਡਾਈ ਲੈਂਦਾ ਸੀ, ਇਸਨੂੰ ਉੱਪਰ ਰੱਖਦਾ ਸੀ, ਅਤੇ ਇਸਨੂੰ ਇੱਕ ਵੱਡੇ ਹਥੌੜੇ ਨਾਲ ਮਾਰਦਾ ਸੀ।
ਮੱਧਯੁਗੀ ਟਕਸਾਲਾਂ ਵਿੱਚ ਸਿੱਕੇ ਬਣਾਉਣ ਲਈ ਪਹਿਲਾਂ ਤੋਂ ਬਣੇ ਗੋਲ ਧਾਤ ਦੇ ਡਿਸਕ ਅਤੇ ਇੱਕ ਪੇਚ ਪ੍ਰੈਸ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਸੀ। ਹਾਲਾਂਕਿ ਇਹ ਇੱਕ ਹੱਥੀਂ ਪ੍ਰਕਿਰਿਆ ਸੀ, ਇਹ ਆਸਾਨ ਸੀ ਅਤੇ ਪ੍ਰਾਚੀਨ ਟਕਸਾਲੀ ਪ੍ਰਕਿਰਿਆ ਨਾਲੋਂ ਵਧੇਰੇ ਇਕਸਾਰ ਗੁਣਵੱਤਾ ਪ੍ਰਦਾਨ ਕਰਦੀ ਸੀ।
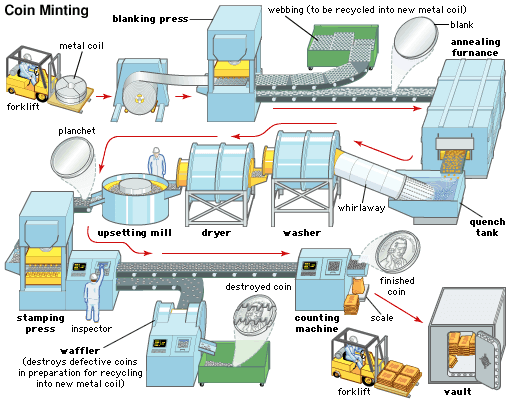
ਆਧੁਨਿਕ ਸਿੱਕੇ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕੇ ਬਣਾਉਣ ਵਾਲੀਆਂ ਪ੍ਰੈਸਾਂ ਨਾਲ ਬਣਾਏ ਜਾਂਦੇ ਹਨ ਜੋ ਮਸ਼ੀਨ ਵਿੱਚ ਖਾਲੀ ਥਾਂਵਾਂ ਨੂੰ ਆਪਣੇ ਆਪ ਫੀਡ ਕਰਦੇ ਹਨ। ਜਦੋਂ ਮਸ਼ੀਨ ਪੂਰੀ ਸਮਰੱਥਾ ਨਾਲ ਚੱਲ ਰਹੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਪ੍ਰੈਸ ਪ੍ਰਤੀ ਮਿੰਟ 600 ਤੋਂ ਵੱਧ ਸਿੱਕੇ ਬਣਾ ਸਕਦੀ ਹੈ। ਇਹ ਗਤੀ ਸੰਯੁਕਤ ਰਾਜ ਟਕਸਾਲ ਵਰਗੇ ਕੰਮ ਲਈ ਜ਼ਰੂਰੀ ਹੈ, ਜਿਸ ਨੂੰ ਹਰ ਸਾਲ ਅਰਬਾਂ ਸਿੱਕੇ ਪੈਦਾ ਕਰਨੇ ਪੈਂਦੇ ਹਨ।
ਹਾਲਾਂਕਿ ਇਹ ਪ੍ਰਕਿਰਿਆ ਗੁੰਝਲਦਾਰ ਹੈ ਕਿਉਂਕਿ ਅਰਬਾਂ ਸਿੱਕੇ ਤਿਆਰ ਕਰਨ ਲਈ ਆਟੋਮੇਸ਼ਨ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਕੁਝ ਆਮ ਕਦਮ ਹਨ ਜੋ ਦੁਨੀਆ ਭਰ ਵਿੱਚ ਹਰ ਟਕਸਾਲ ਵਰਤਦਾ ਹੈ। ਸੰਯੁਕਤ ਰਾਜ ਟਕਸਾਲ ਵਿਸ਼ਵ ਪੱਧਰ 'ਤੇ ਸਭ ਤੋਂ ਵੱਡਾ ਟਕਸਾਲ ਹੈ, ਅਤੇ ਅਸੀਂ ਇਸਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਧਿਆਨ ਕੇਂਦਰਿਤ ਕਰਾਂਗੇ।
1. ਕੱਚੇ ਮਾਲ ਦੀ ਖੁਦਾਈ
ਮਿਨਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਕੱਚੇ ਮਾਲ ਦੀ ਖੁਦਾਈ ਨਾਲ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ। ਸੰਯੁਕਤ ਰਾਜ ਅਮਰੀਕਾ ਅਤੇ ਦੁਨੀਆ ਭਰ ਦੀਆਂ ਖਾਣਾਂ ਸੋਨਾ, ਚਾਂਦੀ, ਤਾਂਬਾ, ਜਾਂ ਹੋਰ ਲੋੜੀਂਦੀਆਂ ਧਾਤਾਂ ਦੀ ਸਪਲਾਈ ਕਰਦੀਆਂ ਹਨ। ਇਨ੍ਹਾਂ ਖਾਣਾਂ ਤੋਂ ਪ੍ਰਾਪਤ ਕੱਚੀ ਧਾਤ ਵਿੱਚ ਅਸ਼ੁੱਧੀਆਂ ਹੁੰਦੀਆਂ ਹਨ ਜੋ ਸਿੱਕਿਆਂ ਲਈ ਸਵੀਕਾਰਯੋਗ ਨਹੀਂ ਹਨ।
ਲੋੜੀਂਦੀ ਧਾਤ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਧਾਤ ਦੀ ਖੁਦਾਈ ਕਰਨ ਤੋਂ ਇਲਾਵਾ, ਸੰਯੁਕਤ ਰਾਜ ਟਕਸਾਲ ਵੱਖ-ਵੱਖ ਸਰੋਤਾਂ ਤੋਂ ਪ੍ਰਾਪਤ ਕੀਤੀ ਰੀਸਾਈਕਲ ਕੀਤੀ ਧਾਤ ਦੀ ਵੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ। ਇਹਨਾਂ ਸਰੋਤਾਂ ਵਿੱਚ ਉਹ ਸਿੱਕੇ ਸ਼ਾਮਲ ਹਨ ਜੋ ਹੁਣ "ਮਸ਼ੀਨ ਕਰਨ ਯੋਗ" ਨਹੀਂ ਹਨ ਅਤੇ ਸਰਕੂਲੇਸ਼ਨ ਤੋਂ ਹਟਾ ਦਿੱਤੇ ਜਾਂਦੇ ਹਨ। ਇਸ ਦੀ ਬਜਾਏ, ਉਹਨਾਂ ਨੂੰ ਟਕਸਾਲ ਵਿੱਚ ਵਾਪਸ ਕਰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਜਿੱਥੇ ਉਹਨਾਂ ਨੂੰ ਨਵੇਂ ਸਿੱਕਿਆਂ ਵਿੱਚ ਰੀਸਾਈਕਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
2. ਰਿਫਾਇਨਿੰਗ, ਪਿਘਲਾਉਣਾ, ਅਤੇ ਕਾਸਟਿੰਗ
ਕੱਚੀ ਧਾਤ ਨੂੰ ਲਗਭਗ ਸਾਰੀਆਂ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਦੂਰ ਕਰਨ ਲਈ ਸ਼ੁੱਧ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਕੁਝ ਸਿੱਕਿਆਂ ਨੂੰ ਦੋ ਜਾਂ ਦੋ ਤੋਂ ਵੱਧ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੀਆਂ ਧਾਤਾਂ ਦੇ ਮਿਸ਼ਰਤ ਧਾਤ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਸ਼ੁੱਧ ਧਾਤ ਨੂੰ ਪਿਘਲਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਨੁਸਾਰ ਲੋੜੀਂਦੀਆਂ ਵੱਖ-ਵੱਖ ਧਾਤਾਂ ਜੋੜੀਆਂ ਜਾਂਦੀਆਂ ਹਨ। ਉਦਾਹਰਣ ਵਜੋਂ, ਸੰਯੁਕਤ ਰਾਜ ਪੁਦੀਨਾ ਆਪਣਾ ਪੰਜ-ਸੈਂਟ ਦਾ ਸਿੱਕਾ 75 ਪ੍ਰਤੀਸ਼ਤ ਤਾਂਬੇ ਅਤੇ 25 ਪ੍ਰਤੀਸ਼ਤ ਨਿੱਕਲ ਮਿਸ਼ਰਤ ਧਾਤ ਤੋਂ ਬਣਾਉਂਦਾ ਹੈ।
ਇੱਕ ਵਾਰ ਢੁਕਵੀਂ ਸ਼ੁੱਧਤਾ ਜਾਂ ਮਿਸ਼ਰਤ ਧਾਤ ਪ੍ਰਾਪਤ ਹੋ ਜਾਣ 'ਤੇ, ਧਾਤ ਨੂੰ ਇੱਕ ਪਿੰਜਰੇ ਵਿੱਚ ਪਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਇਹ ਵੱਡੇ ਧਾਤ ਦੇ ਬਾਰ ਹੁੰਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਵਿੱਚ ਪੁਦੀਨੇ ਦੁਆਰਾ ਲੋੜ ਅਨੁਸਾਰ ਧਾਤ ਦੀ ਸਹੀ ਮਾਤਰਾ ਹੁੰਦੀ ਹੈ। ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਢੁਕਵੀਂ ਸ਼ੁੱਧਤਾ ਪ੍ਰਾਪਤ ਕੀਤੀ ਗਈ ਹੈ, ਧਾਤ ਦੀ ਪੂਰੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਜਾਂਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
3. ਰੋਲਿੰਗ
ਪਿੰਨੀ ਨੂੰ ਸਹੀ ਮੋਟਾਈ ਵਿੱਚ ਰੋਲ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲੰਬੀ ਅਤੇ ਮਿਹਨਤੀ ਹੋ ਸਕਦੀ ਹੈ। ਪਿੰਨੀ ਨੂੰ ਦੋ ਸਖ਼ਤ ਸਟੀਲ ਰੋਲਰਾਂ ਦੇ ਵਿਚਕਾਰ ਰੋਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜੋ ਲਗਾਤਾਰ ਇੱਕ ਦੂਜੇ ਦੇ ਨੇੜੇ ਅਤੇ ਨੇੜੇ ਆ ਰਹੇ ਹਨ। ਇਹ ਪ੍ਰਕਿਰਿਆ ਉਦੋਂ ਤੱਕ ਜਾਰੀ ਰਹੇਗੀ ਜਦੋਂ ਤੱਕ ਪਿੰਨੀ ਨੂੰ ਇੱਕ ਧਾਤ ਦੀ ਪੱਟੀ ਵਿੱਚ ਰੋਲ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਜੋ ਕਿ ਸਿੱਕੇ ਦੇ ਬਣਨ ਲਈ ਸਹੀ ਮੋਟਾਈ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਰੋਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਧਾਤ ਨੂੰ ਨਰਮ ਕਰਦੀ ਹੈ ਅਤੇ ਅਣੂ ਬਣਤਰ ਨੂੰ ਬਦਲਦੀ ਹੈ ਜੋ ਇਸਨੂੰ ਆਸਾਨੀ ਨਾਲ ਮਾਰਿਆ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਸਿੱਕੇ ਪੈਦਾ ਕਰਦੀ ਹੈ।
ਜਦੋਂ ਇਹ ਮਿਸ਼ਰਤ ਧਾਤ ਵਾਲੀ ਸਮੱਗਰੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਖਾਲੀ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਐਨੀਲਿੰਗ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
4. ਖਾਲੀ ਕਰਨਾ
ਯੂਨਾਈਟਿਡ ਸਟੇਟਸ ਟਕਸਾਲ ਧਾਤ ਦੇ ਰੋਲ ਵਰਤਦੀ ਹੈ ਜੋ ਲਗਭਗ 13 ਇੰਚ ਚੌੜੇ ਹੁੰਦੇ ਹਨ ਅਤੇ ਕਈ ਹਜ਼ਾਰ ਪੌਂਡ ਭਾਰ ਦੇ ਹੁੰਦੇ ਹਨ। ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚੋਂ ਵਕਰ ਨੂੰ ਹਟਾਉਣ ਲਈ ਧਾਤ ਦੇ ਰੋਲ ਨੂੰ ਜ਼ਖਮ ਅਤੇ ਚਪਟਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਫਿਰ ਇਸਨੂੰ ਇੱਕ ਮਸ਼ੀਨ ਵਿੱਚੋਂ ਲੰਘਾਇਆ ਜਾਂਦਾ ਹੈ ਜੋ ਧਾਤ ਦੀਆਂ ਡਿਸਕਾਂ ਨੂੰ ਬਾਹਰ ਕੱਢਦੀ ਹੈ ਜੋ ਹੁਣ ਸਿੱਕੇ ਦੇ ਬਣਾਏ ਜਾਣ ਲਈ ਢੁਕਵੀਂ ਮੋਟਾਈ ਅਤੇ ਵਿਆਸ ਹਨ।
5. ਬੁਝਾਰਤ
ਇਸ ਬਿੰਦੂ ਤੱਕ, ਧਾਤ ਦੀਆਂ ਖਾਲੀ ਥਾਵਾਂ ਬਣਾਉਣ ਲਈ ਵਰਤੀ ਜਾਣ ਵਾਲੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਗੰਦੀ ਹੈ ਅਤੇ ਇੱਕ ਕਠੋਰ ਵਾਤਾਵਰਣ ਵਿੱਚ ਚਲਾਈ ਜਾਂਦੀ ਹੈ। ਸਿੱਕਿਆਂ ਦੀਆਂ ਖਾਲੀ ਥਾਵਾਂ ਵਿੱਚ ਰਹਿੰਦ-ਖੂੰਹਦ ਧਾਤ ਦੇ ਛੋਟੇ ਟੁਕੜਿਆਂ ਦਾ ਮਿਲਾਉਣਾ ਸੰਭਵ ਹੈ। ਰਿਡਲਿੰਗ ਮਸ਼ੀਨ ਸਹੀ ਆਕਾਰ ਦੀਆਂ ਖਾਲੀ ਥਾਵਾਂ ਨੂੰ ਸਿੱਕਿਆਂ ਦੀਆਂ ਖਾਲੀ ਥਾਵਾਂ ਵਿੱਚ ਮਿਲਾਏ ਗਏ ਕਿਸੇ ਵੀ ਵਿਦੇਸ਼ੀ ਪਦਾਰਥ ਤੋਂ ਵੱਖ ਕਰਦੀ ਹੈ।
6. ਐਨੀਲਿੰਗ ਅਤੇ ਸਫਾਈ
ਫਿਰ ਪੁਦੀਨਾ ਸਿੱਕੇ ਦੇ ਖਾਲੀ ਹਿੱਸਿਆਂ ਨੂੰ ਐਨੀਲਿੰਗ ਓਵਨ ਵਿੱਚ ਲੰਘਾਉਂਦਾ ਹੈ ਤਾਂ ਜੋ ਸਟਰਾਈਕ ਦੀ ਤਿਆਰੀ ਵਿੱਚ ਧਾਤ ਨੂੰ ਨਰਮ ਕੀਤਾ ਜਾ ਸਕੇ। ਫਿਰ ਸਿੱਕੇ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਮੌਜੂਦ ਕਿਸੇ ਵੀ ਤੇਲ ਅਤੇ ਗੰਦਗੀ ਨੂੰ ਹਟਾਉਣ ਲਈ ਖਾਲੀ ਥਾਵਾਂ ਨੂੰ ਇੱਕ ਰਸਾਇਣਕ ਇਸ਼ਨਾਨ ਵਿੱਚੋਂ ਲੰਘਾਇਆ ਜਾਂਦਾ ਹੈ। ਸਟਰਾਈਕ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਕੋਈ ਵੀ ਵਿਦੇਸ਼ੀ ਸਮੱਗਰੀ ਸਿੱਕੇ ਵਿੱਚ ਸ਼ਾਮਲ ਹੋ ਸਕਦੀ ਹੈ, ਅਤੇ ਇਸਨੂੰ ਸਕ੍ਰੈਪ ਕਰਨਾ ਪਵੇਗਾ।
7. ਪਰੇਸ਼ਾਨ ਕਰਨ ਵਾਲਾ
ਧਾਤ ਦੇ ਸਿੱਕੇ ਦੇ ਖਾਲੀ ਹਿੱਸੇ 'ਤੇ ਛਾਪੇ ਜਾਣ ਵਾਲੇ ਡਿਜ਼ਾਈਨ ਦੀ ਰੱਖਿਆ ਲਈ, ਹਰੇਕ ਸਿੱਕੇ ਦੇ ਖਾਲੀ ਹਿੱਸੇ ਨੂੰ ਇੱਕ ਮਸ਼ੀਨ ਵਿੱਚੋਂ ਲੰਘਾਇਆ ਜਾਂਦਾ ਹੈ ਜਿਸ ਵਿੱਚ ਰੋਲਰਾਂ ਦਾ ਇੱਕ ਸੈੱਟ ਹੁੰਦਾ ਹੈ ਜੋ ਥੋੜ੍ਹਾ ਜਿਹਾ ਛੋਟਾ ਹੋ ਜਾਂਦਾ ਹੈ ਅਤੇ ਸਿੱਕੇ ਦੇ ਖਾਲੀ ਹਿੱਸੇ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਇੱਕ ਉੱਚਾ ਧਾਤ ਦਾ ਰਿਮ ਦਿੰਦਾ ਹੈ। ਇਹ ਪ੍ਰਕਿਰਿਆ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਵਿੱਚ ਵੀ ਮਦਦ ਕਰਦੀ ਹੈ ਕਿ ਸਿੱਕੇ ਦਾ ਖਾਲੀ ਹਿੱਸਾ ਸਹੀ ਵਿਆਸ ਦਾ ਹੋਵੇ ਤਾਂ ਜੋ ਇਹ ਸਿੱਕਾ ਬਣਾਉਣ ਵਾਲੀ ਪ੍ਰੈਸ ਵਿੱਚ ਸਹੀ ਢੰਗ ਨਾਲ ਉੱਪਰ ਆਵੇ। ਇਸ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ, ਸਿੱਕੇ ਦੇ ਖਾਲੀ ਹਿੱਸੇ ਨੂੰ ਹੁਣ ਪਲੈਂਚੇਟ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
8. ਮੋਹਰ ਲਗਾਉਣਾ ਜਾਂ ਮਾਰਨਾ
ਹੁਣ ਜਦੋਂ ਪਲੈਂਚੇਟਾਂ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਤਿਆਰ, ਨਰਮ ਅਤੇ ਸਾਫ਼ ਕੀਤਾ ਗਿਆ ਹੈ, ਤਾਂ ਉਹ ਹੁਣ ਸਟ੍ਰਾਈਕ ਕਰਨ ਲਈ ਤਿਆਰ ਹਨ। ਵਪਾਰਕ ਸਟ੍ਰਾਈਕ ਕੀਤੇ ਸਿੱਕੇ ਆਪਣੇ ਆਪ ਸਿੱਕਾ ਬਣਾਉਣ ਵਾਲੀ ਪ੍ਰੈਸ ਵਿੱਚ ਇੱਕ ਦਰ ਨਾਲ ਫੀਡ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਜੋ ਪ੍ਰਤੀ ਮਿੰਟ ਕਈ ਸੌ ਸਿੱਕਿਆਂ ਤੱਕ ਪਹੁੰਚ ਸਕਦੇ ਹਨ। ਕੁਲੈਕਟਰਾਂ ਲਈ ਬਣਾਏ ਗਏ ਪਰੂਫ ਸਿੱਕਿਆਂ ਨੂੰ ਹੱਥੀਂ ਸਿੱਕਾ ਬਣਾਉਣ ਵਾਲੀ ਪ੍ਰੈਸ ਵਿੱਚ ਫੀਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਪ੍ਰਤੀ ਸਿੱਕਾ ਘੱਟੋ-ਘੱਟ ਦੋ ਸਟ੍ਰਾਈਕ ਪ੍ਰਾਪਤ ਕਰਦੇ ਹਨ।
9. ਵੰਡ
ਨਿਰੀਖਣ ਪਾਸ ਕਰਨ ਵਾਲੇ ਸਿੱਕੇ ਹੁਣ ਵੰਡ ਲਈ ਤਿਆਰ ਹਨ। ਕਾਰੋਬਾਰੀ ਸਿੱਕਿਆਂ ਨੂੰ ਥੋਕ ਸਟੋਰੇਜ ਬੈਗਾਂ ਵਿੱਚ ਪੈਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਦੁਨੀਆ ਭਰ ਦੇ ਵਿਤਰਕਾਂ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ। ਕੁਲੈਕਟਰ ਸਿੱਕੇ ਵਿਸ਼ੇਸ਼ ਧਾਰਕਾਂ ਅਤੇ ਬਕਸਿਆਂ ਵਿੱਚ ਰੱਖੇ ਜਾਂਦੇ ਹਨ ਅਤੇ ਦੁਨੀਆ ਭਰ ਦੇ ਸਿੱਕੇ ਇਕੱਠਾ ਕਰਨ ਵਾਲਿਆਂ ਨੂੰ ਭੇਜੇ ਜਾਂਦੇ ਹਨ।



ਵੇਰਵੇ:
ਕਲਿੱਕ ਕਰੋਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ.



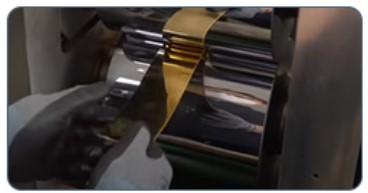
ਸ਼ੀਟ ਰੋਲਿੰਗ ਮਿੱਲ
ਬਾਰ / ਸਿੱਕੇ ਬਣਾਉਣ ਲਈ ਦੋ ਕਿਸਮਾਂ ਦੀਆਂ ਰੋਲਿੰਗ ਮਿੱਲਾਂ ਹਨ, ਪਹਿਲੀ ਕਿਸਮ ਦੀ ਸ਼ੀਟ ਰੋਲਿੰਗ ਮਸ਼ੀਨ ਆਮ ਸਤ੍ਹਾ ਬਣਾਉਂਦੀ ਹੈ, ਇਸ ਸਥਿਤੀ ਵਿੱਚ, ਇਸਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਟੰਬਲਰ ਪਾਲਿਸ਼ਰ ਦੁਆਰਾ ਅੰਤਮ ਪਾਲਿਸ਼ਿੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
| ਮਾਡਲ ਨੰ. | ਐੱਚਐੱਸ-8ਐੱਚਪੀ | ਐੱਚਐੱਸ-10ਐੱਚਪੀ |
| ਬ੍ਰਾਂਡ ਨਾਮ | ਹਸੰਗ | |
| ਵੋਲਟੇਜ | 380V 50/60Hz, 3 ਪੜਾਅ | |
| ਪਾਵਰ | 5.5 ਕਿਲੋਵਾਟ | 7.5 ਕਿਲੋਵਾਟ |
| ਰੋਲਰ | ਵਿਆਸ 120 × ਚੌੜਾਈ 210mm | ਵਿਆਸ 150 × ਚੌੜਾਈ 220mm |
| ਕਠੋਰਤਾ | 60-61° | |
| ਮਾਪ | 980×1180×1480mm | 1080x 580x1480mm |
| ਭਾਰ | ਲਗਭਗ 600 ਕਿਲੋਗ੍ਰਾਮ | ਲਗਭਗ 800 ਕਿਲੋਗ੍ਰਾਮ |
| ਸਮਰੱਥਾ | ਵੱਧ ਤੋਂ ਵੱਧ ਰੋਲਿੰਗ ਮੋਟਾਈ 25mm ਹੈ | ਵੱਧ ਤੋਂ ਵੱਧ ਰੋਲਿੰਗ ਮੋਟਾਈ 35mm ਤੱਕ ਹੈ |
| ਫਾਇਦਾ | ਫਰੇਮ ਇਲੈਕਟ੍ਰੋਸਟੈਟਿਕਲੀ ਧੂੜ ਨਾਲ ਭਰਿਆ ਹੋਇਆ ਹੈ, ਬਾਡੀ ਸਜਾਵਟੀ ਹਾਰਡ ਕ੍ਰੋਮ ਨਾਲ ਪਲੇਟ ਕੀਤੀ ਗਈ ਹੈ, ਅਤੇ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਦਾ ਕਵਰ ਜੰਗਾਲ ਤੋਂ ਬਿਨਾਂ ਸੁੰਦਰ ਅਤੇ ਵਿਹਾਰਕ ਹੈ। ਸਿੰਗਲ-ਸਪੀਡ / ਡਬਲ ਸਪੀਡ | |
| ਵਾਰੰਟੀ ਸੇਵਾ ਤੋਂ ਬਾਅਦ | ਵੀਡੀਓ ਤਕਨੀਕੀ ਸਹਾਇਤਾ, ਔਨਲਾਈਨ ਸਹਾਇਤਾ, ਸਪੇਅਰ ਪਾਰਟਸ, ਫੀਲਡ ਰੱਖ-ਰਖਾਅ ਅਤੇ ਮੁਰੰਮਤ ਸੇਵਾ | |
ਟੰਗਸਟਨ ਸਟੀਲ ਮਿਰਰ ਸਰਫੇਸ ਰੋਲਿੰਗ ਮਿੱਲ
ਦੂਜੀ ਕਿਸਮ ਟੰਗਸਟਨ ਸਟੀਲ ਮਟੀਰੀਅਲ ਰੋਲਰ ਮਿਰਰ ਸਰਫੇਸ ਸ਼ੀਟ ਰੋਲਿੰਗ ਮਿੱਲ ਹੈ। ਇਸ ਕਿਸਮ ਦੀ ਰੋਲਿੰਗ ਮਸ਼ੀਨ ਨਾਲ, ਤੁਹਾਨੂੰ ਮਿਰਰ ਸਰਫੇਸ ਸ਼ੀਟ ਮਿਲੇਗੀ।
| ਮਾਡਲ ਨੰ. | ਐੱਚਐੱਸ-ਐੱਮ੫ਐੱਚਪੀ | ਐੱਚਐੱਸ-ਐੱਮ੮ਐੱਚਪੀ | ||
| ਬ੍ਰਾਂਡ ਨਾਮ | ਹਸੰਗ | |||
| ਵੋਲਟੇਜ | 380V; 50/60hz 3 ਪੜਾਅ | |||
| ਪਾਵਰ | 3.7 ਕਿਲੋਵਾਟ | 5.5 ਕਿਲੋਵਾਟ | ||
| ਟੰਗਸਟਨ ਰੋਲਰ ਦਾ ਆਕਾਰ | ਵਿਆਸ 90 × ਚੌੜਾਈ 60mm | ਵਿਆਸ 90 × ਚੌੜਾਈ 90mm | ਵਿਆਸ 100 × ਚੌੜਾਈ 100mm | ਵਿਆਸ 120 × ਚੌੜਾਈ 100mm |
| ਰੋਲਰ ਕਠੋਰਤਾ | 92-95° | |||
| ਸਮੱਗਰੀ | ਆਯਾਤ ਕੀਤਾ ਟੰਗਸਟਨ ਸਟੀਲ ਬਿਲੇਟ | |||
| ਮਾਪ | 880×580× 1400mm | 980×580× 1450mm | ||
| ਭਾਰ | ਲਗਭਗ 450 ਕਿਲੋਗ੍ਰਾਮ | ਲਗਭਗ 500 ਕਿਲੋਗ੍ਰਾਮ | ||
| ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ | ਲੁਬਰੀਕੇਸ਼ਨ ਦੇ ਨਾਲ; ਗੇਅਰ ਡਰਾਈਵ; ਰੋਲਿੰਗ ਸ਼ੀਟ ਮੋਟਾਈ 10mm, ਸਭ ਤੋਂ ਪਤਲੀ 0.1mm; ਬਾਹਰ ਕੱਢੀ ਗਈ ਸ਼ੀਟ ਮੈਟਲ ਸਤਹ ਸ਼ੀਸ਼ੇ ਦਾ ਪ੍ਰਭਾਵ; ਫਰੇਮ 'ਤੇ ਸਥਿਰ ਪਾਊਡਰ ਛਿੜਕਾਅ, ਸਜਾਵਟੀ ਹਾਰਡ ਕਰੋਮ ਪਲੇਟਿੰਗ, ਸਟੇਨਲੈਸ ਸਟੀਲ ਕਵਰ, ਸੁੰਦਰ ਅਤੇ ਵਿਹਾਰਕ ਜੰਗਾਲ ਨਹੀਂ ਲੱਗੇਗਾ। | |||
ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਬਲੈਂਕਿੰਗ ਪ੍ਰੈਸ




ਬਲੈਂਕਿੰਗ ਪ੍ਰਕਿਰਿਆ
20 ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਕੱਟਣਾ / ਬਲੈਂਕਿੰਗ ਪ੍ਰੈਸ
40 ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਕਟਿੰਗ ਅਤੇ ਐਮਬੌਸਿੰਗ ਪ੍ਰੈਸ
ਇਹ ਹਾਈਡ੍ਰੌਲਿਕ ਕਟਿੰਗ ਪ੍ਰੈਸ ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੀਆਂ ਖਾਲੀ ਸ਼ੀਟਾਂ ਨੂੰ ਕੱਟਦੇ ਹਨ ਜਿਸਨੂੰ ਰੋਲਿੰਗ ਤੋਂ ਬਾਅਦ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਖਾਲੀ ਸ਼ੀਟ ਨੂੰ ਲੋੜੀਂਦੇ ਆਕਾਰ ਵਿੱਚ ਗੋਲ, ਆਇਤਾਕਾਰ, ਪੈਂਡੈਂਟ ਆਕਾਰ ਆਦਿ ਵਿੱਚ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ। ਕੱਟਣ ਵਾਲੀ ਡਾਈ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਿਸ ਤੋਂ ਬਾਅਦ ਖਾਲੀ ਸ਼ੀਟ ਹਾਈਡ੍ਰੌਲਿਕ ਸਟੈਂਪਿੰਗ ਪ੍ਰੈਸ ਵਿੱਚ ਬਣਾਉਣ ਲਈ ਤਿਆਰ ਹੁੰਦੇ ਹਨ।
ਹਾਈਡ੍ਰੌਲਿਕ ਕਟਿੰਗ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਫਾਇਦੇ।
ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੇ ਖਾਲੀ ਟੁਕੜਿਆਂ ਨੂੰ ਕੱਟਣ ਲਈ ਆਦਰਸ਼,
ਬਿਹਤਰ ਨਤੀਜਿਆਂ ਲਈ ਖਾਲੀ ਥਾਵਾਂ ਨੂੰ ਸਾਫ਼ ਕਿਨਾਰਿਆਂ ਵਿੱਚ ਕੱਟੋ,
ਪੈਰ ਅਤੇ ਸਵਿੱਚ ਨਾਲ ਮੁਸ਼ਕਲ ਰਹਿਤ ਓਪਰੇਟਿੰਗ ਅਤੇ ਦੋਹਰਾ ਮੋਡ ਓਪਰੇਟਿੰਗ,
ਲਗਾਤਾਰ ਕੱਟਣ ਲਈ ਜਾਫੀ ਪ੍ਰਣਾਲੀ,
ਆਸਾਨ ਡਿਪਾਜ਼ਿਟ ਡ੍ਰਾਅਰ ਦੇ ਨਾਲ ਡਾਈ ਫਿਟਿੰਗ ਐਡਜਸਟਮੈਂਟ ਸਿਸਟਮ,
ਤੇਜ਼ ਉਤਪਾਦਨ ਲਈ ਕੱਟਣ ਦੀ ਵਿਵਸਥਾ।
ਬਲੈਂਕਿੰਗ ਟਰੱਫ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ, ਸਮੱਗਰੀ ਇਕੱਠੀ ਕਰਨਾ ਸੁਵਿਧਾਜਨਕ ਹੈ।

ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਮਾਡਲ ਨੰ. | ਐੱਚਐੱਸ-20ਟੀ | ਐੱਚਐੱਸ-40ਟੀ | ਐੱਚਐੱਸ-100ਟੀ |
| ਨਾਮਾਤਰ | 20 ਟਨ | 40 ਟਨ | 100 ਟਨ |
| ਵੱਧ ਤੋਂ ਵੱਧ ਸਟ੍ਰੋਕ | 300 ਮਿਲੀਮੀਟਰ | 350 ਮਿਲੀਮੀਟਰ | 400 ਮਿਲੀਮੀਟਰ |
| ਖੁੱਲ੍ਹਣ ਦੀ ਉਚਾਈ | 500 ਮਿਲੀਮੀਟਰ | 400 ਮਿਲੀਮੀਟਰ | 600 ਮਿਲੀਮੀਟਰ |
| ਘਟਦੀ ਗਤੀ | 160 ਮਿਲੀਮੀਟਰ | 180 ਮਿਲੀਮੀਟਰ | 120 ਮਿਲੀਮੀਟਰ |
| ਵਧਦੀ ਗਤੀ | 150 ਮਿਲੀਮੀਟਰ | 160 ਮਿਲੀਮੀਟਰ | 120 ਮਿਲੀਮੀਟਰ |
| ਵਰਕਟੇਬਲ ਖੇਤਰ | 600*500mm | 550*450mm | 700*600mm |
| ਜ਼ਮੀਨ ਤੋਂ ਮੇਜ਼ ਦੀ ਉਚਾਈ | 850 ਮਿਲੀਮੀਟਰ | 850 ਮਿਲੀਮੀਟਰ | 850 ਮਿਲੀਮੀਟਰ |
| ਵੋਲਟੇਜ | 380V 3 ਪੜਾਅ | 380V 3 ਪੜਾਅ | 380V 3 ਪੜਾਅ |
| ਮੋਟਰ ਪਾਵਰ | 3.75 ਕਿਲੋਵਾਟ | 3.75 ਕਿਲੋਵਾਟ | 5.5 ਕਿਲੋਵਾਟ |
| ਭਾਰ | 1300 ਕਿਲੋਗ੍ਰਾਮ | 860 ਕਿਲੋਗ੍ਰਾਮ | 2200 ਕਿਲੋਗ੍ਰਾਮ |
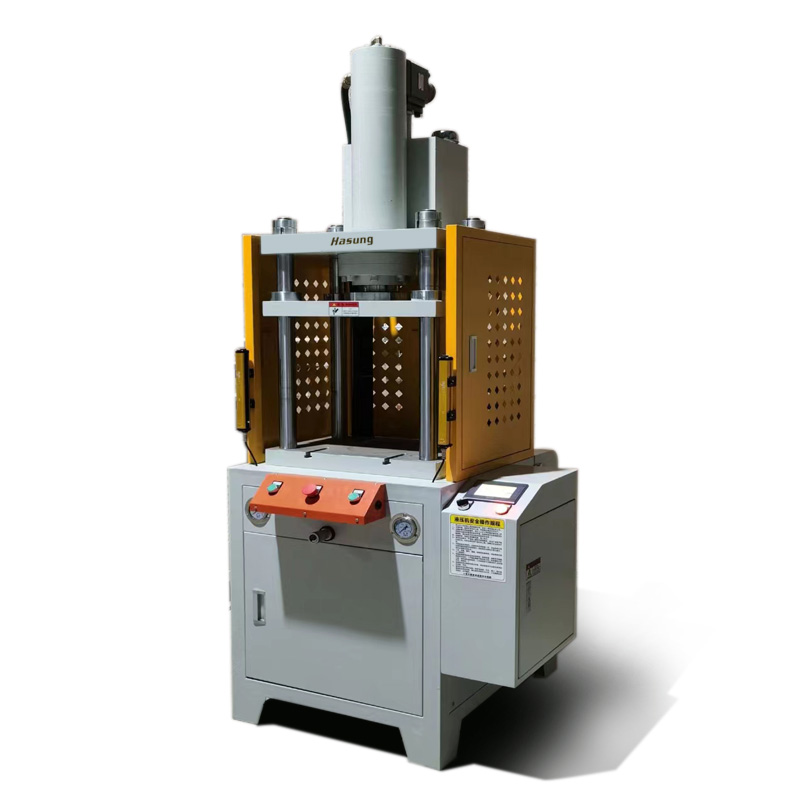
ਹਾਈਡ੍ਰੌਲਿਕ ਸਟੈਂਪਿੰਗ ਪ੍ਰੈਸ ਬਹੁ-ਮੰਤਵੀ






100 ਟਨਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਐਮਬੌਸਿੰਗ ਪ੍ਰੈਸ
150 ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਐਮਬੌਸਿੰਗ ਪ੍ਰੈਸ
200 ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਐਮਬੌਸਿੰਗ ਪ੍ਰੈਸ
300 ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦਾ ਸਿੱਕਾ ਲਗਾਉਣ ਵਾਲੀ ਪ੍ਰੈਸ
150 ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਐਂਬੌਸਿੰਗ ਪ੍ਰੈਸ ਜੋ 50 ਗ੍ਰਾਮ ਚਾਂਦੀ ਤੱਕ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਲਈ ਢੁਕਵਾਂ ਹੈ। ਇਹ ਪ੍ਰੈਸ ਮੈਨੂਅਲ ਅਤੇ ਸਿੰਗਲ ਸਾਈਕਲ ਆਟੋਮੈਟਿਕ ਓਪਰੇਸ਼ਨ ਮੋਡ ਵਿੱਚ ਕੰਮ ਕਰਨ ਲਈ ਢੁਕਵਾਂ ਹੈ। ਇਹ ਆਟੋ ਸਿੱਕਾ ਕੱਢਣ ਵਾਲੇ ਮਕੈਨਿਜ਼ਮ ਦੇ ਨਾਲ ਉਪਲਬਧ ਹੈ। ਪ੍ਰੈਸ ਨੂੰ ਤੁਹਾਡੀ ਜ਼ਰੂਰਤ ਅਨੁਸਾਰ 80 ਟਨ, 100 ਟਨ, 150 ਟਨ, 200 ਟਨ ਵਰਗੀਆਂ ਵੱਖ-ਵੱਖ ਟਨੇਜ ਸਮਰੱਥਾ ਵਿੱਚ ਸਪਲਾਈ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਲਈ 300 ਟਨ ਸਮਰੱਥਾ ਵਾਲੀ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਪ੍ਰੈਸ ਮਸ਼ੀਨ, ਅੰਤਿਮ ਪੜਾਅ 'ਤੇ ਮਲਟੀਪਲ ਸਟ੍ਰੋਕ ਲਈ ਪ੍ਰੋਗਰਾਮੇਬਲ PLC ਕੰਟਰੋਲਰ ਨਾਲ ਪੂਰੀ। ਪ੍ਰੈਸ ਸਿੱਕੇ ਨੂੰ ਆਟੋ ਇਜੈਕਸ਼ਨ ਲਈ ਇਜੈਕਟਰ ਸਿਲੰਡਰ ਨਾਲ ਲੈਸ ਹੈ ਤਾਂ ਜੋ ਹਥੌੜੇ ਤੋਂ ਬਿਨਾਂ ਆਸਾਨੀ ਨਾਲ ਹਟਾਇਆ ਜਾ ਸਕੇ। ਇਹ ਵਿਸ਼ੇਸ਼ਤਾ ਸਿੱਕੇ ਦੀ ਬਿਹਤਰ ਅੰਤਿਮ ਸਮਾਪਤੀ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦੀ ਹੈ। ਇਹ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਪ੍ਰੈਸ 1.0 ਗ੍ਰਾਮ ਤੋਂ 100.0 ਗ੍ਰਾਮ ਭਾਰ ਦੇ ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਲਈ ਢੁਕਵਾਂ ਹੈ ਅਤੇ 10.0 HP (7.5KW) ਇਲੈਕਟ੍ਰੀਕਲ ਦੁਆਰਾ ਸੰਚਾਲਿਤ ਹੈ ਅਤੇ ਢੁਕਵੇਂ ਇਲੈਕਟ੍ਰੀਕਲ ਅਤੇ ਕੰਟਰੋਲ ਪੈਨਲ ਨਾਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਪਲਾਈ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇਸ ਸਿੱਕਾ ਪ੍ਰੈਸ ਡਿਜ਼ਾਈਨ ਵਿੱਚ ਰਿਟਰਨ ਸਟ੍ਰੋਕ ਤੋਂ ਪਹਿਲਾਂ ਅੰਤਿਮ ਦਬਾਅ ਸਮੇਂ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਲਈ ਟਾਈਮਰ ਦੇ ਨਾਲ ਪ੍ਰੈਸ਼ਰ ਐਡਜਸਟਮੈਂਟ ਕੰਟਰੋਲ ਸ਼ਾਮਲ ਹੈ। ਇਸਨੂੰ ਪੁਸ਼ ਬਟਨ ਕੰਟਰੋਲ ਦੇ ਨਾਲ-ਨਾਲ ਆਟੋਮੈਟਿਕ ਸਿੰਗਲ ਸਾਈਕਲ ਮੋਡ ਵਿੱਚ ਵੀ ਚਲਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੱਕਾ ਬਣਾਉਣ ਵਾਲੀ ਪ੍ਰੈਸ ਅਤੇ ਸ਼ੁੱਧਤਾ ਸ਼ੀਟ ਰੋਲਿੰਗ ਮਿੱਲ ਤੋਂ ਇਲਾਵਾ, ਤੁਹਾਨੂੰ ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੀਆਂ ਚਾਦਰਾਂ ਬਣਾਉਣ ਲਈ ਇੰਡਕਸ਼ਨ ਮੈਲਟਰ ਜਾਂ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ, ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੀਆਂ ਬਾਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਅਤੇ ਵਾਈਬ੍ਰੇਟਰ ਪਾਲਿਸ਼ਰ ਮਸ਼ੀਨਾਂ ਦੀ ਜ਼ਰੂਰਤ ਹੈ ਜੋ ਪੂਰੇ ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਵਾਲੇ ਪਲਾਂਟ ਨੂੰ ਸਥਾਪਤ ਕਰਨ ਲਈ ਲੋੜੀਂਦੀਆਂ ਹਨ।
ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਮਾਡਲ ਨੰ. | ਐੱਚਐੱਸ-100ਟੀ | ਐੱਚਐੱਸ-200ਟੀ | ਐਚਐਸ-300ਟੀ |
| ਵੋਲਟੇਜ | 380V, 50/60Hz | 380V, 50/60Hz | 380V, 50/60Hz |
| ਪਾਵਰ | 4 ਕਿਲੋਵਾਟ | 5.5 ਕਿਲੋਵਾਟ | 7.5 ਕਿਲੋਵਾਟ |
| ਵੱਧ ਤੋਂ ਵੱਧ ਦਬਾਅ | 22 ਐਮਪੀਏ | 22 ਐਮਪੀਏ | 24 ਐਮਪੀਏ |
| ਵਰਕ ਟੇਬਲ ਸਟ੍ਰੋਕ | 110 ਮਿਲੀਮੀਟਰ | 150 ਮਿਲੀਮੀਟਰ | 150 ਮਿਲੀਮੀਟਰ |
| ਵੱਧ ਤੋਂ ਵੱਧ ਖੁੱਲ੍ਹਣਾ | 360 ਮਿਲੀਮੀਟਰ | 380 ਮਿਲੀਮੀਟਰ | 380 ਮਿਲੀਮੀਟਰ |
| ਵਰਕ ਟੇਬਲ ਉੱਪਰ ਗਤੀ ਦੀ ਗਤੀ | 120 ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ | 110 ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ | 110 ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ |
| ਵਰਕ ਟੇਬਲ ਬੈਕਫਾਰਵਰਡ ਸਪੀਡ | 110 ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ | 100 ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ | 100 ਮਿਲੀਮੀਟਰ/ਸਕਿੰਟ |
| ਵਰਕ ਟੇਬਲ ਦਾ ਆਕਾਰ | 420*420 ਮਿਲੀਮੀਟਰ | 500*520mm | 540*580 ਮਿਲੀਮੀਟਰ |
| ਭਾਰ | 1100 ਕਿਲੋਗ੍ਰਾਮ | 2400 ਕਿਲੋਗ੍ਰਾਮ | 3300 ਕਿਲੋਗ੍ਰਾਮ |
| ਐਪਲੀਕੇਸ਼ਨ | ਗਹਿਣਿਆਂ ਅਤੇ ਸੋਨੇ ਦੀ ਪੱਟੀ, ਸਿੱਕਿਆਂ ਦੇ ਲੋਗੋ ਸਟੈਂਪਿੰਗ ਲਈ | ||
| ਵਿਸ਼ੇਸ਼ਤਾ | ਵਿਕਲਪ ਲਈ ਸਧਾਰਨ / ਸਰਵੋ ਮੋਟਰ, ਵਿਕਲਪ ਲਈ ਬਟਨ ਓਪਰੇਟ / ਸਿਮੇਂਸ ਪੀਐਲਸੀ ਕੰਟਰੋਲ ਸਿਸਟਮ | ||
ਪੂਰੀ ਆਟੋਮੈਟਿਕ ਸਿੱਕੇ ਬਣਾਉਣ ਵਾਲੀ ਉਤਪਾਦਨ ਪ੍ਰਣਾਲੀ
ਤੁਸੀਂ ਸਿੱਕਾ ਮਿਕਸਿੰਗ ਲਾਈਨ ਲਈ ਇੱਕ-ਸਟਾਪ ਹੱਲ ਪੇਸ਼ ਕਰਨ ਲਈ ਹਾਸੁੰਗ ਨਾਲ ਬੈਂਕਿੰਗ ਕਰ ਸਕਦੇ ਹੋ। ਨਿਰਮਾਣ ਪੈਕੇਜ ਵਿੱਚ ਸਾਈਟ 'ਤੇ ਮਾਰਗਦਰਸ਼ਨ, ਸਿੱਕਾ ਮਿਕਸਿੰਗ ਉਪਕਰਣ, ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪੂਰਾ ਕਰਨ ਵਿੱਚ ਤੁਹਾਡੀ ਮਦਦ ਕਰਨ ਲਈ ਇੰਜੀਨੀਅਰ ਸ਼ਾਮਲ ਹਨ। ਸਾਡੇ ਇੰਜੀਨੀਅਰ ਸੋਨੇ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਖੋਜ ਵਿੱਚ ਸ਼ਾਮਲ ਰਹੇ ਹਨ ਅਤੇ ਪ੍ਰਮੁੱਖ ਮਸ਼ਹੂਰ ਟਕਸਾਲ ਲਈ ਤਕਨੀਕੀ ਸਲਾਹਕਾਰਾਂ ਵਜੋਂ ਸੇਵਾ ਨਿਭਾਈ ਹੈ।
ਹਾਸੁੰਗ ਕੀਮਤੀ ਧਾਤਾਂ 'ਤੇ ਕਦਮ-ਦਰ-ਕਦਮ ਨਿਰਦੇਸ਼ ਪੇਸ਼ ਕਰਦੇ ਹੋਏ ਸਿੱਕੇ ਬਣਾਉਣ ਦੀਆਂ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਹੱਲ ਕਰਨ 'ਤੇ ਧਿਆਨ ਕੇਂਦ੍ਰਤ ਕਰਦਾ ਹੈ। 20+ ਸਾਲਾਂ ਤੋਂ ਅਸੀਂ ਸੋਨੇ ਅਤੇ ਚਾਂਦੀ ਦੇ ਸਿੱਕੇ ਬਣਾਉਣ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਵਿੱਚ ਸਭ ਤੋਂ ਅੱਗੇ ਰਹੇ ਹਾਂ, ਸਾਡੇ ਕੋਲ ਇੱਕ ਪੇਸ਼ੇਵਰ ਅਤੇ ਸੁਚੱਜੀ ਇੰਜੀਨੀਅਰਿੰਗ ਸੇਵਾ, ਸਾਈਟ 'ਤੇ ਸਿਖਲਾਈ, ਅਤੇ ਤਕਨੀਕੀ ਸਹਾਇਤਾ ਹੈ। ਸਾਡੀਆਂ ਸੇਵਾਵਾਂ।
ਪੋਸਟ ਸਮਾਂ: ਜੁਲਾਈ-04-2022









